





服務(wù)熱線
0769-28680919
153-2293-3971


生產(chǎn)線上焊接站的一個(gè)常見質(zhì)量問題是噴射——熔融材料意外噴射到焊接區(qū)域之外,這可能導(dǎo)致焊接接頭薄弱,噴出通常是焊接過程中金屬過熱和快速膨脹的結(jié)果。
電池焊縫缺陷的原因
焊接脫落和其他連接缺陷會(huì)導(dǎo)致表面之間的連接薄弱,我們?cè)谏a(chǎn)線上遇到的一個(gè)例子是電池的制造,通常用于內(nèi)燃機(jī),電池外殼內(nèi)部是一組電池,每個(gè)電池包括一系列存儲(chǔ)電能的正極和負(fù)極鉛板(帶有隔板以防止它們短路)。
電池通過焊接鏈接連接,這些電池間焊接是確保電池提供最佳性能并達(dá)到預(yù)期使用壽命的關(guān)鍵,較弱的電池間焊接會(huì)導(dǎo)致較差的使用壽命和效率,發(fā)動(dòng)機(jī)振動(dòng)、顛簸和坑洼都會(huì)使薄弱的焊接失效。
電池焊縫缺陷的解決方案
通過循環(huán)每個(gè)電池進(jìn)行下線測(cè)試不是一種選擇,所需的時(shí)間將要求建立數(shù)十個(gè)測(cè)試站并配備人員以跟上生產(chǎn)的步伐。
在焊接過程中,我們可以使用正確的傳感器與數(shù)字過程特征分析相結(jié)合,實(shí)時(shí)分析許多特征檢查。這些包括電壓與時(shí)間、電流與時(shí)間、力與時(shí)間、距離與時(shí)間、電功率與時(shí)間、電阻與時(shí)間和力與距離,它們一起提供了在焊接過程的每一毫秒內(nèi)發(fā)生的所有事情的完整視圖。
我們?cè)谠撝圃焐痰暮附诱静渴鹆藗鞲衅鳎⑴c自定義算法配對(duì),以捕獲這些功能檢查,通過數(shù)字過程簽名分析,我們發(fā)現(xiàn)大多數(shù)放電會(huì)導(dǎo)致電壓與時(shí)間曲線上的顯著尖峰。
我們還在車站添加了一個(gè)加速度計(jì),使用過程數(shù)據(jù),我們發(fā)現(xiàn)一些可能導(dǎo)致薄弱焊接的噴射不足以引起明顯的電壓尖峰。然而,它們確實(shí)會(huì)導(dǎo)致在焊接操作之前夾緊的焊接鉗口產(chǎn)生振動(dòng)。通過添加監(jiān)視此附加功能檢查的方法,我們還可以捕獲可能僅在循環(huán)數(shù)小時(shí)后才引起問題的臨界情況。
康耐德光學(xué)視覺檢測(cè)系統(tǒng)
康耐德光學(xué)視覺檢測(cè)設(shè)備中的數(shù)字傳感器和分析可以以這種方式應(yīng)用于任何現(xiàn)有的過程或測(cè)試站,以提高缺陷檢測(cè)、整體質(zhì)量和首次良率。我們可以做到這一點(diǎn),而無(wú)需中斷生產(chǎn)線或需要任何昂貴的設(shè)備拆除和更換。您可以從流程或測(cè)試中收集和分析的數(shù)據(jù)越多,就越容易理解要觀察的異常情況以及它們的含義。這可以實(shí)現(xiàn)更準(zhǔn)確和可靠的實(shí)時(shí)通過/失敗結(jié)果,以及預(yù)測(cè)性站點(diǎn)維護(hù)。
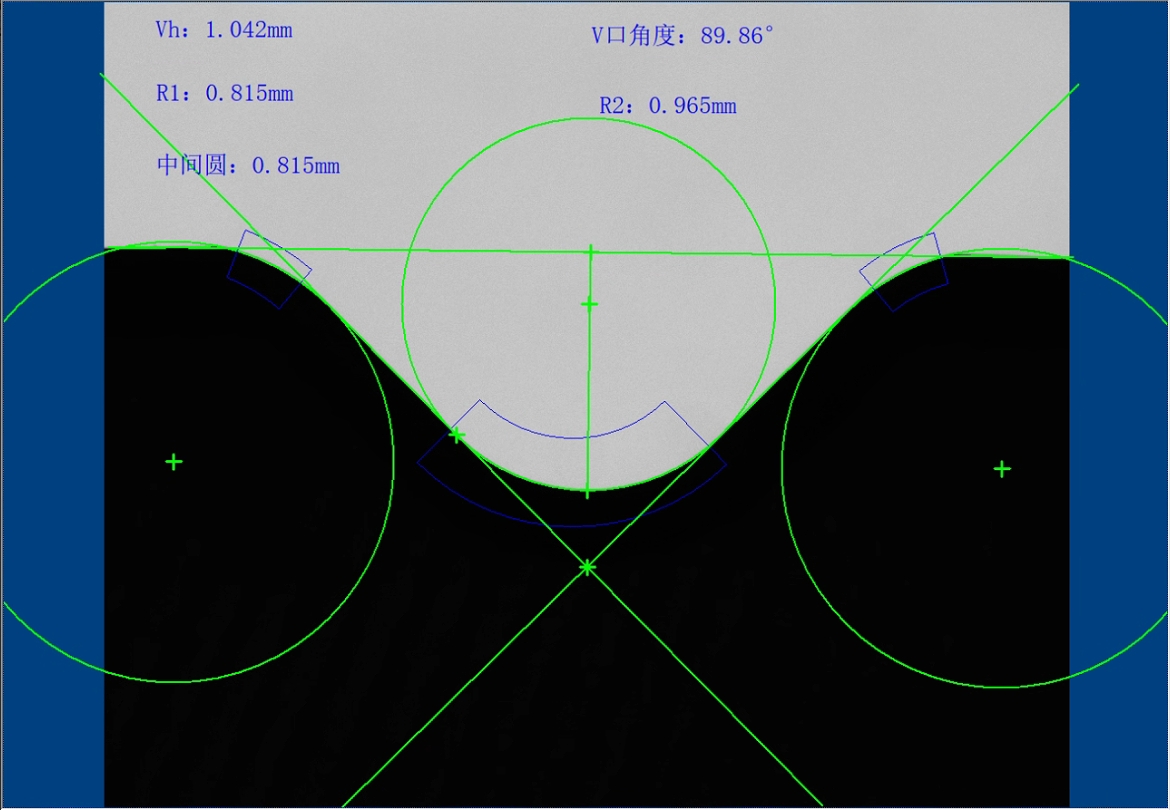 康耐德智能晶圓NOTCH槽口輪廓視覺檢測(cè)
2025-04-26
康耐德智能晶圓NOTCH槽口輪廓視覺檢測(cè)
2025-04-26
晶圓NOTCH輪廓檢測(cè)是半導(dǎo)體制造中重要的檢測(cè)環(huán)節(jié),主要測(cè)量晶圓邊緣、槽口(notch)的形狀和尺寸,確保晶圓的質(zhì)量和工藝精度。
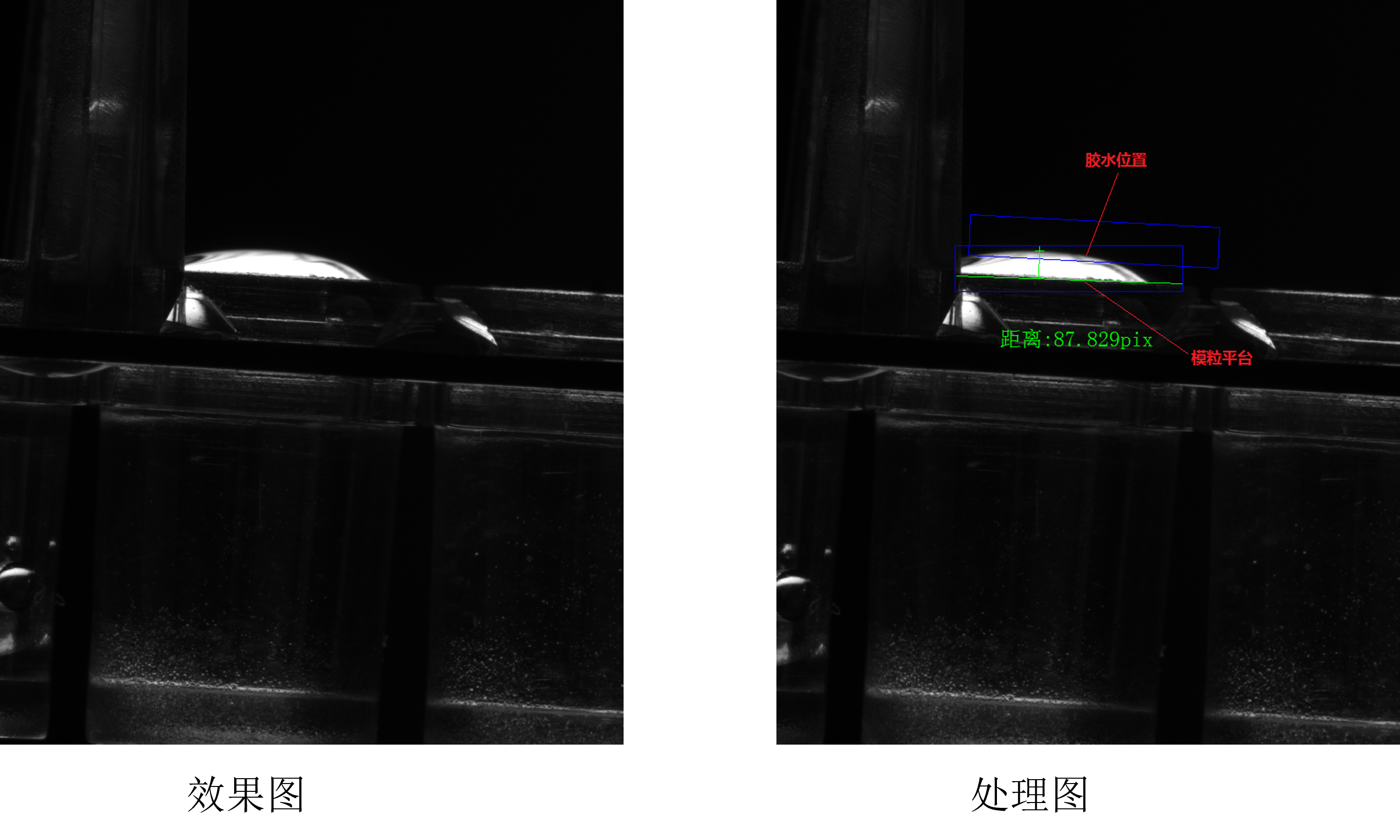 康耐德LED灌膠位置視覺檢測(cè)系統(tǒng)
2025-04-26
康耐德LED灌膠位置視覺檢測(cè)系統(tǒng)
2025-04-26
在LED制造領(lǐng)域,灌膠工藝是確保產(chǎn)品性能與穩(wěn)定性的關(guān)鍵環(huán)節(jié)
 康耐德機(jī)器視覺系統(tǒng)軟件的具體功能都有那些?
2025-04-19
康耐德機(jī)器視覺系統(tǒng)軟件的具體功能都有那些?
2025-04-19
康耐德機(jī)器視覺系統(tǒng)的具體功能可以根據(jù)不同的應(yīng)用場(chǎng)景和需求進(jìn)行定制和優(yōu)化。
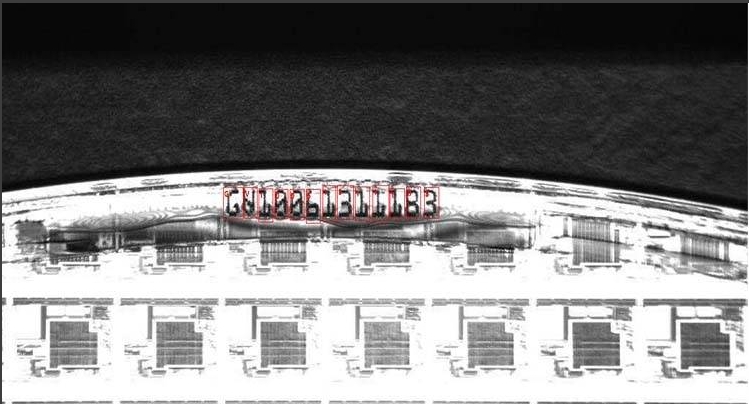 康耐德機(jī)器視覺AOI檢測(cè)系統(tǒng):OCR字符識(shí)別與在線檢測(cè)一體化
2025-04-13
康耐德機(jī)器視覺AOI檢測(cè)系統(tǒng):OCR字符識(shí)別與在線檢測(cè)一體化
2025-04-13
康耐德機(jī)器視覺AOI檢測(cè)系統(tǒng)的OCR字符識(shí)別功能具有以下特點(diǎn)和優(yōu)勢(shì)
 官方公眾號(hào)
官方公眾號(hào) 官方抖音號(hào)
官方抖音號(hào)Copyright ? 2022 東莞康耐德智能控制有限公司版權(quán)所有.機(jī)器視覺系統(tǒng) 粵ICP備2022020204號(hào)-1 聯(lián)系我們 | 網(wǎng)站地圖
